 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Pengenalan kepada Proses Penyemperitan Paip, Peralatan, Kecacatan Kualiti, dsb.
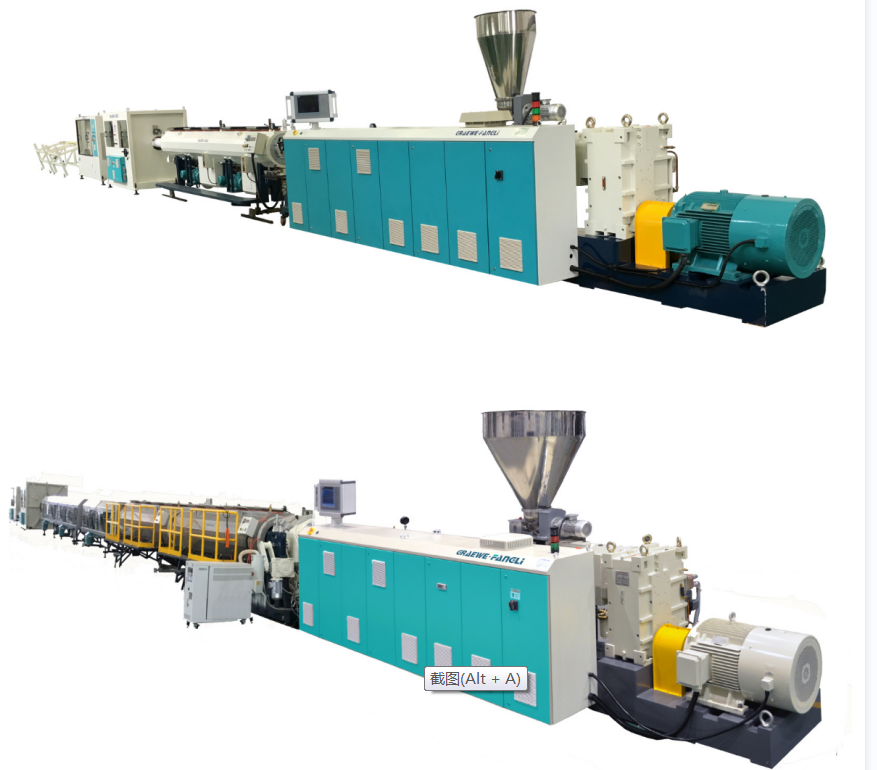
Ningbo Fangli Technology Co., Ltd.ialah apengeluar peralatan mekanikaldengan lebih 30 tahun pengalamanperalatan penyemperitan paip plastik,perlindungan alam sekitar baharu dan peralatan bahan baharu.Sejak penubuhannya, Fangli telah dibangunkan berdasarkan permintaan pengguna. Melalui penambahbaikan berterusan, R&D bebas mengenai teknologi teras dan pencernaan & penyerapan teknologi canggih dan cara lain, kami telah membangunkanTalian penyemperitan paip PVC,Talian penyemperitan paip PP-R, Bekalan air PE / talian penyemperitan paip gas, yang disyorkan oleh Kementerian Pembinaan China untuk menggantikan produk import. Kami telah mendapat gelaran "Jenama Kelas Pertama di Wilayah Zhejiang".
I. Aliran Proses
Pada masa ini, paip PVC dan PO adalah produk volum tertinggi di dalam dan di luar negara.Rajah 1menunjukkan rajah alir proses pengeluaran bagi paip poliolefin (PO). Plastik dimasukkan ke dalam acuan celah anulus (2) oleh skru sebagai cair yang diplastiskan secara seragam, menyemperit parison paip. Ini serta-merta memasuki unit penentukuran (3) untuk penyejukan dan saiz, kemudian menjalani penyejukan yang mencukupi dalam tangki penyejuk (4). Paip ditarik keluar pada kelajuan tetap oleh boleh larasunit angkut(6), dan akhirnya dipotong mengikut panjang yang ditentukan oleh pemotong (7). Paip berdinding nipis dengan diameter di bawah 160mm boleh digulung menjadi gulungan oleh penggulung (9).

Rajah 1 Gambarajah Skema Aliran Proses Pengeluaran Paip PO
1---Extruder; 2---Mati Paip; 3---Lengan Penentukuran;
4---Penyejukan Penentukuran Vakum; 5---Tangki Penyejuk;
6---Unit Haul-off; 7---Pemotong;
8---Pencetak; 9---Coiler
II. Proses dan Peralatan
Untuk pengeluaran paip PO, apenyemperit skru tunggal berkecekapan tinggiharus dipilih. Zon suapan menggunakan tong beralur paksi. Nisbah panjang-kepada-diameter (L/D) skru ialah 30–33:1. Struktur skru ialah reka bentuk dua peringkat dengan kedalaman dan pic yang berbeza-beza: pic dalam bahagian suapan adalah kurang daripada diameter skru, manakala pic dalam bahagian lebur dan penghomogenan adalah lebih besar daripada diameter skru. Untuk meningkatkan kecekapan pencampuran, beberapa skru dilengkapi dengan elemen kepala pencampuran tambahan. Jenis penyemperit skru tunggal ini menawarkan output yang agak tinggi dan pemplastikan yang baik. Sebagai contoh, penyemperit skru tunggal dengan diameter skru 90mm boleh mencapai output melebihi 600 kg/j. Tambahan pula, pengeluaran paip PO yang diisi dengan kalsium karbonat, barium sulfat, tepung kayu atau gentian kaca biasanya menggunakan penyemperit skru berkembar berputar bersama.
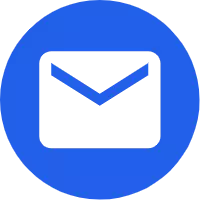
Pengeluaran paip PVC pada asasnya serupa dengan paip PO. Yang biasa digunakan ialah kon berputar balas ataupenyemperit skru berkembar selari, membenarkan penyemperitan langsung serbuk campuran kering. Keluaran mereka berjulat daripada 10 kg/j untuk paip berdiameter kecil hingga 1100 kg/j untuk paip berdiameter besar. Nisbah L/D skru telah meningkat daripada 18:1 yang lalu kepada 25:1. Sebagai contoh, apenyemperit skru berkembardengan diameter skru 90mm boleh mencapai output melebihi 300 kg/j.
Seperti yang dapat dilihat dari Rajah 1, peralatan hiliran penyemperitan paip terutamanya terdiri daripada tangki air penyejuk,unit angkut, pemotong, gegelung, atau buang meja.
Apabila paip keluar dari unit penentukuran dan penyejukan, ia tidak disejukkan sepenuhnya ke suhu bilik. Jika tidak disejukkan lagi, kecerunan suhu yang wujud dalam arah jejarian dinding paip boleh menyebabkan lapisan luar yang sudah mengeras menjadi lembut semula akibat kenaikan suhu, yang membawa kepada ubah bentuk. Sebaliknya, paip juga mesti menahan tekanan daripada peralatan haul-off, pemotongan dan penggulungan. Oleh itu, haba sisa mesti dikeluarkan, menyejukkan paip ke suhu bilik. Kaedah penyejukan termasuk mandi air dan penyejukan semburan. Dalam tangki penyejuk mandi air, paras air harus menenggelamkan paip sepenuhnya. Tangki dibahagikan kepada beberapa bahagian. Salur masuk air penyejuk ditetapkan pada bahagian terakhir, menyebabkan arah aliran air bertentangan dengan arah penyemperitan paip, mewujudkan kecerunan suhu penyejukan. Ini menghasilkan penyejukan paip yang lebih beransur-ansur dan tekanan dalaman yang lebih rendah. Jarak antara tangki air penyejuk dan unit penentukuran/penyejukan tidak boleh melebihi satu persepuluh daripada jumlah panjang penyejukan; jika tidak, perbezaan suhu antara dinding luar paip dan air penyejuk mungkin meningkat secara berlebihan. Walaupun kaedah mandi air adalah mudah, perbezaan suhu antara lapisan air atas dan bawah dalam tangki boleh menyebabkan penyejukan dan lenturan paip yang tidak sekata. Selain itu, daya keapungan yang bertindak pada paip boleh menyebabkan ubah bentuk dengan mudah, menjadikan kaedah ini tidak sesuai untuk menyejukkan paip berdiameter besar.
Fungsi daripadaunit angkut paipadalah untuk memberikan kelajuan dan daya haul-off tertentu kepada paip bersaiz dan telah disejukkan, mengatasi daya geseran yang dijana oleh peranti saiz pada paip, dengan itu menarik paip keluar pada kelajuan tetap ke penggulung atau meja pembuangan. Unit haul-off adalah salah satu bahagian utama peralatan hiliran untuk pengeluaran paip dan mesti memenuhi keperluan berikut.
(1)Yanghaul-offkelajuan mestilah mampu membuat pelarasan tanpa langkah dan lancar, memastikan penghantar laju yang berterusan. Kelajuan haul-off yang tidak stabil akan menyebabkan diameter paip berubah-ubah. Kelajuan haul-off mesti diselaraskan rapat dengan kelajuan penyemperitan. Ketebalan dinding paip dilaraskan dengan mengawal kelajuan angkut: kelajuan angkut yang lebih perlahan menghasilkan dinding yang lebih tebal, kelajuan yang lebih pantas menghasilkan dinding yang lebih nipis. Memilih kelajuan angkut yang betul ialah kaedah yang berkesan untuk memastikan pematuhan dimensi produk. Reka bentuk moden boleh mencapai kelajuan haul-off maksimum sehingga 30 m/min.
(2)Pemalarhaul-offdaya mesti dikekalkan, tanpa sebarang fenomena tolak-tarik, jika tidak, ia boleh menyebabkan kecacatan gelombang permukaan pada paip. Daya haul-off yang mencukupi juga diperlukan. Daya haul-off yang diperlukan meningkat dengan kawasan sentuhan dan saiz tekanan jejari. Untuk paip berdiameter kecil dan sederhana, daya angkut biasanya 100–600 N; untuk paip berdiameter besar, ia biasanya 800–10,000 N.
(3) Daya pengapit bagiunit angkutpenggenggam hendaklah boleh laras dan mampu mencengkam paip pelbagai diameter tanpa menyebabkan kerosakan permukaan atau ubah bentuk. Pada masa ini, pencengkam jenis ulat digunakan secara meluas. Ini terdiri daripada 2 hingga 12 trek yang disusun sama rata di sekeliling paip. Trek dibenamkan dengan sejumlah blok pengapit getah/plastik, kebanyakannya cekung atau bersudut untuk meningkatkan kawasan yang mengenakan tekanan jejarian pada paip. Pelarasan daya pengapit dicapai melalui mekanisme pneumatik, hidraulik atau kacang skru plumbum. Bilangan trek bertambah dengan diameter paip.
Selepas paip ditarik ke panjang tertentu, ia mesti dipotong mengikut panjang. Pemotong datang dalam pelbagai jenis, dipilih berdasarkan diameter paip dan ketebalan dinding, jenis bahan, panjang potong, kualiti potong, bentuk pemotongan, dll. Pemotong automatik jenis guillotine dan gergaji jejari bulat sesuai untuk memotong paip berdiameter kecil dan sederhana; pemotong automatik planet sesuai untuk paip berdiameter besar. Apabila menerima arahan potong, pemotong menggenggam paip dengan pengapit dan bergerak ke arah haul-off paip sambil melengkapkan tindakan pemotongan. Selepas memotong, mekanisme pneumatik menolaknya kembali ke kedudukan set semula.
Coiler dan Meja Dump. Hanya paip yang tidak berubah bentuk semasa dibengkokkan digulung menjadi gegelung menggunakan penggulung, dengan pemotongan dan pemunggahan automatik. Kelajuan linear penggulungan disegerakkan dengan kelajuan penyemperitan dan boleh dilaraskan tanpa langkah. Apabila kelajuan penyemperitan kurang daripada 2 m/min, penggulung stesen tunggal biasanya digunakan; apabila kelajuan penyemperitan melebihi 2 m/min, penggulung dua stesen atau pun multi-stesen harus digunakan.
III. Faktor Utama untuk Mengawal Kecacatan Paip
Mengikut susunan aliran proses dalam Rajah 1, faktor-faktor utama yang berkaitan untuk menghapuskan kecacatan kualiti disenaraikan di bawah.
(1)Bahagian Pemakanan:Formulasi bahan mentah; bentuk dan saiz bahan mentah; kaedah mewarna; kaedah pengeringan; pengadunan bahan kisar semula/kitar semula; jenis dan pemeteran bahan tambahan; kapasiti penyejukan tekak corong.
(2)Extruder: Diameter skru; skru nisbah L/D; nisbah mampatan skru; jenis struktur skru; kelajuan skru; prestasi pengudaraan; kawalan suhu skru; kawalan pemanasan dan penyejukan tong; profil suhu di sepanjang zon penyemperit; tork penyemperit; penggunaan kuasa; penyesuai; pemilihan dan kawalan suhu untuk penukar skrin; jenis dan spesifikasi pek skrin.
(3)mati:Jurang mati; panjang tanah; jenis struktur die; bentuk saluran aliran; pengagihan cair; tetapan dan kawalan suhu; tekanan kepala mati; kawalan ketebalan dinding.
(4) Penentukuran & Penyejukan:Kaedah penentukuran; dimensi penentukuran; tahap vakum kotak vakum atau tekanan dalaman tiub penentukuran tekanan udara dan panjang; pengedap sistem penentukuran; masa penentukuran; kadar aliran air penyejuk; suhu air penyejuk; kaedah penyejukan.
(5)Tangki Air Penyejuk:Kaedah penyejukan; susun atur paip air; kadar aliran air penyejuk; panjang tangki penyejukan; suhu air penyejuk; keberkesanan penyejukan paip.
(6)Unit Haul-off: Kelajuan dan kawalan angkut; penentukuran daya haul-off; daya pengapit dan kawalan; bilangan trek dan panjang berkesan; kekerasan permukaan dan bentuk blok pengapit; permukaan sentuhan angkut.
(7) Pemotong: Jenis pemotong; profil dan bahan gigi bilah gergaji; mekanisme set semula; pengumpulan cip dan penyingkiran habuk; kawalan bunyi; tetapan sistem had; mekanisme pengapit; sistem pemacu dan kuasa; sistem tindakan pemotongan automatik.
(8)Coiler & Dump Table: Kawalan ketegangan; sistem arahan potong panjang; pemilihan stesen penggulung; diameter penggulungan; petunjuk tindakan pembuangan; kelajuan linear berliku.
(9) Lampiran:Syarat untuk Pengeluaran Automatik:Pengukuran ketebalan dinding; kawalan diameter luar; ukuran berat dan statistik pengeluaran; status operasi pam cair gear; sistem pemusatan die.
Jika anda memerlukan maklumat lanjut,Ningbo Fangli Technology Co., Ltd.mengalu-alukan anda untuk menghubungi untuk pertanyaan terperinci, kami akan memberikan anda bimbingan teknikal profesional atau cadangan perolehan peralatan.
Hantar Pertanyaan

X
Kami menggunakan kuki untuk menawarkan anda pengalaman menyemak imbas yang lebih baik, menganalisis trafik tapak dan memperibadikan kandungan. Dengan menggunakan tapak ini, anda bersetuju dengan penggunaan kuki kami.
Dasar Privasi