 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Perkara Utama untuk Peralatan Permulaan dan Teknologi Pengeluaran Paip PE dengan Diameter Besar Di Atas 2000mm
Ningbo Fangli Technology Co., Ltd. ialah pengeluar peralatan mekanikal dengan lebih 30 tahun pengalaman peralatan penyemperitan paip plastik, perlindungan alam sekitar baharu dan peralatan bahan baharu. Sejak penubuhannya, Fangli telah dibangunkan berdasarkan permintaan pengguna. Melalui penambahbaikan berterusan, R&D bebas mengenai teknologi teras dan penghadaman & penyerapan teknologi canggih dan cara lain, kami telah membangunkan talian penyemperitan paip PVC, talian penyemperitan paip PP-R, talian penyemperitan paip air PE / gas, yang disyorkan oleh Kementerian Pembinaan China untuk menggantikan produk yang diimport. Kami telah mendapat gelaran "Jenama Kelas Pertama di Wilayah Zhejiang".
Peningkatan pembandaran dan kesan perubahan iklim yang semakin meningkat bermakna bekalan air tawar dan rawatan air sisa menjadi semakin kritikal. Dijangka permintaan ini akan berterusan dan meningkat. Selama bertahun-tahun, prestasi paip plastik dalam pengurusan air telah bertambah baik melalui pengoptimuman bahan, kemajuan dalam teknologi peralatan dan kaedah pembuatan. Disebabkan keperluan untuk jumlah pengangkutan air yang besar, keperluan untuk diameter paip yang lebih besar terus meningkat.
Paip PE mempunyai banyak aplikasi yang berjaya dan kes promosi dalam pelbagai bidang seperti bekalan air dan saliran, gas, pertanian, dan kuasa nuklear. Khususnya dalam beberapa tahun kebelakangan ini, pelbagai kejayaan telah dibuat dalam bidang paip PE berdiameter besar berdinding tebal khusus untuk aplikasi kuasa nuklear, meletakkan industri di hadapan.
Bagaimanakah cabaran dalam menghasilkan paip berdiameter besar harus diselesaikan? Apakah teknologi peralatan dan aliran proses yang terlibat dalam pengeluaran paip berdiameter besar? Apakah trend dan cabaran reka bentuk masa depan untuk paip berdiameter besar? Hari ini, kami memperkenalkan "Perkara Utama untuk Peralatan Permulaan dan Teknologi Pengeluaran Paip PE 2 Meter dan Ke Atas Diameter".
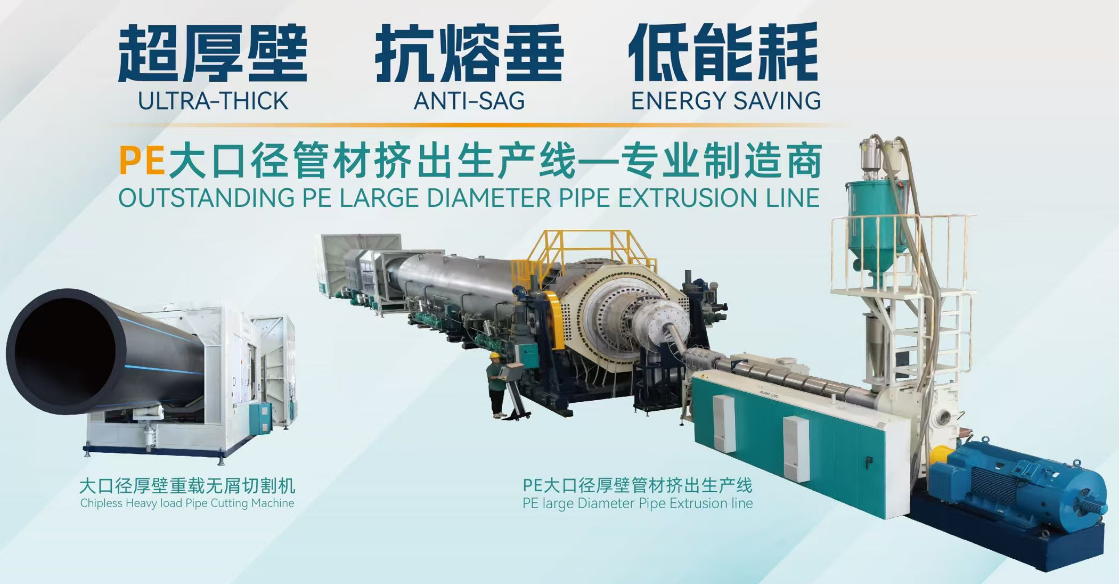
Talian Penyemperitan Paip Dinding Tebal Diameter Besar PE (maks.OD. adalah sehingga 3500mm, maks. SDR 7.4)
I. Konfigurasi Peralatan dan Nyahpepijat
1. Pemilihan dan Parameter Extruder
1.1. Gunakan penyemperit skru tunggal tork tinggi dengan nisbah panjang-ke-diameter ≥ 40:1 dan diameter skru 120mm untuk memastikan pengeplastan cair seragam dan kecekapan tinggi. Output tinggi harus dicapai sambil menjamin pengplastikan bahan seragam dan penyemperitan cair suhu rendah.
1.2. Konfigurasikan sistem kawalan PLC daripada jenama antarabangsa, dengan ketepatan kawalan suhu perlu berada dalam lingkungan ±0.5°C, untuk mengelakkan variasi ketebalan dinding paip yang disebabkan oleh turun naik suhu cair.
2. Sistem Die dan Kalibrasi
2.1. Die mesti menggunakan struktur lingkaran (keluli aloi palsu + penyaduran krom), dengan pemanasan elektrik berzon dalam teras untuk pelarasan suhu yang tepat. Dies dengan volum besar, struktur lingkaran panjang dilengkapi dengan bilangan saluran aliran lingkaran yang optimum dan struktur penyejukan udara/minyak untuk menstabilkan lagi suhu cair.
2.2. Jarak antara lengan penentukur dan kepala die hendaklah dilaraskan supaya pendek (biasanya ≤ 5cm), dan tekanan air dalam tangki penentukuran vakum mesti seimbang untuk mengurangkan riak permukaan atau alur pada paip.
2.3. Penyejuk/penukar cair hendaklah dikonfigurasikan antara penyemperit dan acuan, mampu mengurangkan suhu cair dengan ketara, mengatasi bahan HDPE yang kendur, dan memastikan ketebalan dinding paip seragam.
II. Persediaan Pra-Permulaan
1. Prarawatan Bahan Mentah
Gunakan PE100 khusus atau resin Polietilena Ketumpatan Tinggi (HDPE) gred yang lebih tinggi. Apabila mencampurkan masterbatch, keringkan pada kandungan lembapan ≤ 0.01% untuk mengelakkan gelembung cair atau degradasi. Contohnya, gred JHMGC100LST.
2. Prapemanasan dan Nyahpepijat Peralatan
2.1. Pemanasan kepala mati hendaklah dijalankan secara berperingkat: untuk permulaan awal, panaskan selama 5-6 jam (pada 220°C); apabila menukar acuan, panaskan selama 4-5 jam untuk memastikan pemanasan seragam.
2.2. Selepas memasang lengan air penentukur, gunakan tolok perasa untuk melaraskan kerataan dan jurang (ralat ≤ 0.2mm) untuk mengelakkan kesipian paip atau ketebalan dinding yang tidak sekata.
III. Kawalan Parameter Proses
1. Suhu dan Tekanan
1.1. Tetapkan zon suhu penyemperit mengikut Indeks Aliran Lebur bahan mentah: Zon 1: 160-170°C, Zon 2: 180-190°C, Zon Kepala Mati: 200-210°C. Tekanan cair hendaklah distabilkan antara 15-25 MPa.
1.2. Suhu teras yang terlalu tinggi dalam acuan (> 220°C) akan membawa kepada dinding dalam yang kasar; kawalan yang tepat melalui sistem peredaran minyak pemindahan haba diperlukan.
2. Penyejukan dan Haul-Off
2.1. Kawal suhu air dalam tangki penentukuran vakum antara 10-20°C. Gunakan penyejukan berperingkat dalam tangki penyejuk semburan (perbezaan suhu ≤ 10°C) untuk mengelakkan retakan tegasan yang disebabkan oleh penyejukan secara tiba-tiba.
2.2. Segerakkan kelajuan angkut dengan kelajuan penyemperitan (ralat ≤ 0.5%). Daya cengkaman angkut ulat ulat hendaklah ≥ 5 tan untuk memastikan regangan paip yang seragam.
IV. Kawalan Kualiti dan Penyelesaian Masalah
1. Menangani Kecacatan Permukaan
1.1. Permukaan Kasar: Periksa saluran air tersumbat atau tekanan air tidak sekata dalam lengan penentukur; bersihkan muncung dan laraskan kadar aliran untuk mencapai keseimbangan.
1.2. Alur/Riak: Bersihkan kekotoran daripada bibir die; laraskan tekanan negatif dalam tangki penentukuran vakum (-0.05 ~ -0.08 MPa); gantikan pek skrin jika perlu.
2. Memastikan Ketepatan Dimensi
Ukur diameter luar paip (toleransi ±0.5%) dan ketebalan dinding (toleransi ±5%) setiap 30 minit. Jika nilai melebihi standard, laraskan jurang mati atau kelajuan angkut.
3. Penyelesaian untuk Isu Ketebalan, Kendur dan Bujur Tidak Sekata
3.1. Isu Ketebalan Tidak Sekata
3.1.1 Penentukuran dan Pelarasan Die
A. Semasa pemasangan die, pastikan ketumpuan yang ketat antara bibir die dan mandrel. Ketatkan bolt langkah demi langkah mengikut arah jam, kemudian longgarkannya dengan satu pusingan untuk mengelakkan kesipian yang disebabkan oleh tekanan setempat.
B. Laraskan bolt pelarasan ketebalan dinding di sekeliling pinggir acuan. Selepas setiap pelarasan, tandakan arah pada permukaan luar paip dengan pen minyak untuk pengecaman cepat kawasan sisihan.
C. Bersihkan secara kerap mendapan bahan terbakar dalam kawasan 0.5-1cm di dalam bibir cetakan untuk mengelakkan kekotoran daripada mengganggu aliran cair.
3.1.2 Pengoptimuman Parameter Proses
A. Kawal tekanan lebur extruder antara 15-25 MPa. Segerakkan kelajuan haul-off dengan kadar penyemperitan (ralat ≤ 0.5%) untuk mengelakkan turun naik berkala menyebabkan variasi ketebalan dinding.
B. Laraskan jarak antara lengan penentukur dan bibir die kepada ≤ 5cm. Seimbangkan sudut muncung dan tekanan pelepasan air dalam tangki penyejuk semburan untuk memastikan penyejukan seragam.
3.1.3 Pengesanan dan Pembetulan Masa Nyata
A. Potong sampel sebelum tangki air penyejuk. Gunakan kaedah pengesanan berbilang titik (cth., kaedah 8 titik) dengan mesin gerudi lubang, dan gunakan angkup vernier untuk membantu melaraskan jurang cetakan.
B. Sepadukan tolok diameter laser untuk pemantauan diameter luar masa nyata, memautkannya kepada sistem maklum balas automatik untuk membetulkan kelajuan haul-off atau bukaan celah mati.
3.2. Isu Kendur (Melt Sag).
3.2.1 Kawalan Suhu dan Penyejukan
A. Kurangkan suhu cair (10-15°C lebih rendah daripada proses konvensional). Gunakan sistem peredaran minyak pemindahan haba untuk menstabilkan suhu teras cetakan pada ≤ 220°C.
B. Laksanakan kawalan berperingkat perbezaan suhu dalam tangki penyejuk semburan (≤ 10°C). Tingkatkan tekanan negatif dalam tangki penentukuran vakum kepada -0.05 ~ -0.08 MPa untuk mempercepatkan pemejalan cair.
3.2.2 Penambahbaikan Peralatan dan Proses
A. Gunakan die pengedar lingkaran untuk mengoptimumkan reka bentuk saluran aliran, meningkatkan sokongan cair dan mengelakkan keruntuhan setempat.
B. Laraskan tekanan pelepasan air lengan penentukur (ralat ≤ 5%). Kurangkan kelajuan haul-off kepada di bawah 50% daripada nilai undian untuk memanjangkan masa penyejukan.
3.3. Isu Ovality
3.3.1 Pampasan Graviti dan Pengoptimuman Penentukuran
A. Pasang penggelek pembetulan berbilang titik (satu set setiap 2 meter). Gunakan tekanan hidraulik untuk melaraskan tekanan penggelek dan mengimbangi daya pada paip.
B. Laraskan tekanan pelepasan air lengan penentukur (ralat ≤ 5%). Selaraskan dengan sedutan seragam dari tangki penentukuran vakum untuk memastikan kebulatan.
3.3.2 Pelarasan Parameter Proses
A. Laksanakan pemanasan berzon pada mandrel (ralat ±2°C) untuk mengelakkan pengecutan cair tidak sekata yang menyebabkan bujur.
B. Periksa dan bersihkan kekotoran daripada lengan penentukur, plat sokongan, atau gelang pengedap untuk mengelakkan rintangan tidak sekata setempat yang menyebabkan ubah bentuk.

Jika anda memerlukan maklumat lanjut, Ningbo Fangli Technology Co., Ltd. mengalu-alukan anda untuk menghubungi untuk pertanyaan terperinci, kami akan memberikan anda bimbingan teknikal profesional atau cadangan perolehan peralatan.
Sebelumnya:5 Kebaikan Mesin Penyemperitan Plastik
Hantar Pertanyaan

X
Kami menggunakan kuki untuk menawarkan anda pengalaman menyemak imbas yang lebih baik, menganalisis trafik tapak dan memperibadikan kandungan. Dengan menggunakan tapak ini, anda bersetuju dengan penggunaan kuki kami.
Dasar Privasi